Parts made from sheets of metal, whether it is aluminum, steel or copper, have specifc design considerations for a manufacturable part. The intent of this guide is to provide insight into the thought process necessary to create detailed sheet metal parts that are manufacturable in a production environment.
Design Purpose
Before beginning the design, capture what the goals are of the part and the requirements it needs to meet.
Goals of the Part Design
Prioritize the key use of the part . Generally, parts fall into these main categories:
Protection from environmental elements
System coooling
Shielding for electromagnetic Interference (EMI)
Electrical grounding
Structural
Design Requirements
Identify additional requirements that influence all design decisions:
EMI
FCC, FAA, FDA
RoHS
WEEE
Regulatory (UL, CSA, CE)
Production Volume vs. Complexity
The number of parts produced in production influences design decisions. The costs accepted at low-volume are intolerable at high volume and should be mitigated. Consider the practical impact of the number of parts produced and/or stored:
Time to assemble
Warehouse space to store pieces or assemblies
How inventory will be managed
Managing the suppy chain
Consolidating parts into more complex assemblies limits the supply base, but saves in assembly time and reduces the number of parts in inventory.
Design Considerations
Fabrication Processes
Considering the fabrication process will improve yields during production. Suppliers can point to the most cost-effective way to design parts that works best with their processes.
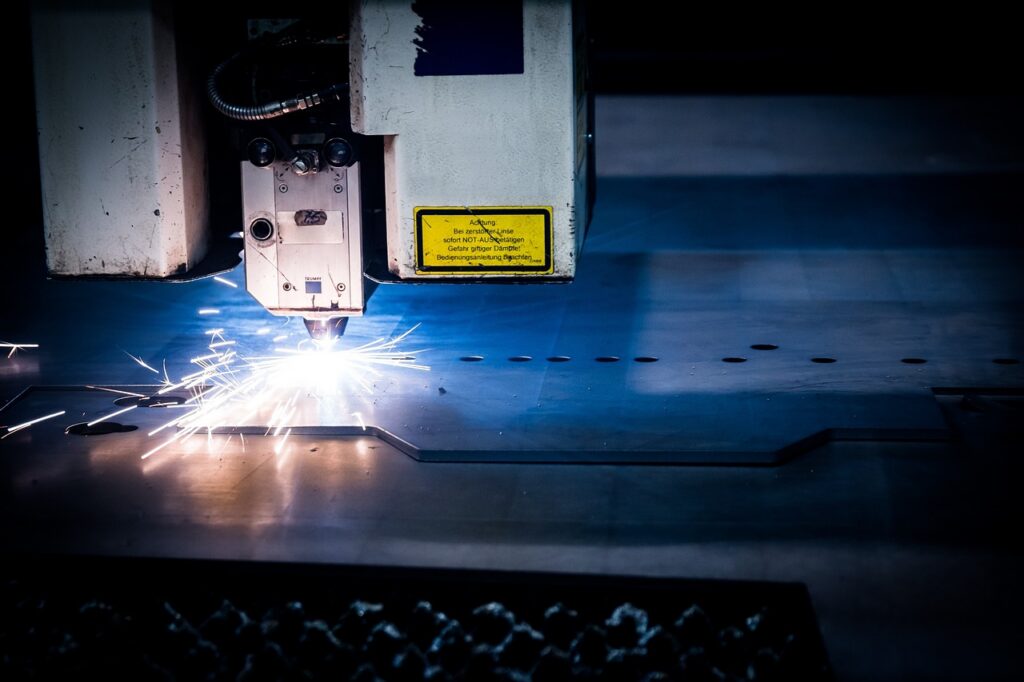
Cutting
Laser cutting is great for short runs
Punch presses are better for mid-volume
Progressive tooling for high volume
Forming
Can be done in punch via tooling for lances, dimples, and hole extrusions
Press break required for bends
Joining
Provide features to self-align parts prior to joining
Welding
Spot welding may create plating issues
Slot & Tab construction conrols locations and can prevent plating traps
Finishing
Bolt or rivet parts together post plating
Provide flow paths for plating fluids to exit part to control leaching chemicals from causing surface finish issues
Prevent trapping of plating fluids by using slot and tab construction instead of spot-welded flanges
Functional Requirements
The funciton of the parts dictates some of the design decisions.
Rigidity
Add bends or bosses in critical areas to stiffen material
May allow you to reduce material thickness to reduce weight and cost
Tolerances
Tighten where needed; otherwise, keep loose overall
Be aware of manufacturing requirements which may conflict with the ability to have tight tolerances (e.g. hole position over multiple bends is difficult to maintain)
Materials
Steel
Suppliers can point to the most cost-effective way to design parts that works bst with their processes
Cold Rolled
Good general-purpose material
Consider low carbon steel such as 1008 or 1010 for lowest cost
Preplated
Good for enclosures that are screwed or riveted together since welding will burn off or discolor the plating
Requires care during processing
Plating will protect cut edges from corrosion in most environments
Stainless
304 is better for forming
316 is better for corrosion resistance but more difficult to form
Other Materials
Aluminum
Will need to be 3x thicker to maintain the same strength of steel
3x lighter than steel for the same thickness
5052-H32 good multi-purpose material for forming, welding, and corrosion resistance
6061-T6 is good for structural material, but is more difficult to form, requiring larger bend radii
Copper
Great conductor of heat and electricity
Typical Drawing Callouts for Materials
Base Information
Some examples about how material could be called out:
Material: 1.2mm thick 1008 Cold Rolled Steel
Material: 1.5mm thick 5052-H32 Aluminum
Material: 2.5mm thick CDA 110 Copper (UNS C11000)
Finishing
Coating metal protects it from corrosion and can add an asthetic to the final product, although many coatings are colorless.
RoHS
Remember, coatings can impact RoHS compliance
Trivalent coatings are RoHS compliant
Hexavalent coatings are not allowed by RoHS
Steel
Steel is protected with a zinc plating that is specified in ASTM B633-85 Electrodeposited Zinc Coatings
Plating thickness is specified by Service Conditions (SC):
SC1 (Mild)
SC2 (Moderate)
SC3 (Severe)
SC4 (Very Severe)
Finishes are specified by Types I-VI:
Type I (As Plated)
Type II (Colored hexavalent chromate- yellow, black, olive drab)
Type III (Clear or blueish trivalent conversion coating RoHS – standard clear)
Type IV (Phosphate coating – no chromate)
Type V (clear trivalent coating – RoHS compliant – high corrosion clear)
Type VI (yellow or black trivalent coating – RoHS compliant)
Typical drawing callout
Finish: Zinc Chromate per ASTM B633-85, SC1, Type III
Aluminum
Aluminum is typically finished with anodizing or chemical film with their respective Mil-Standards.
Anodizing
Anodize per MIL-PRF-8265 (supersedes MIL-A-8265)
Type
Type I (not RoHS compliant)
Type II (Surface Anodize will scratch easily)
Type III (Hard Anodize provides a much more durable surface)
Class (color)
Class 1 (non-dyed)
Class 2 (Dyed)
Chemical Film
Chem film per MIL-DTL-5541 (supersedes MIL-C-5541)
Type
Type I contains hexavalent chromium and is not RoHS compliant
Type II uses trivalent chromium and is RoHS compliant
Class
Class 1A is for maximum protection
Class 3 is a low electrical resistance coating for high conductivity
Typical drawing callouts
Finish: Anodize per MIL-PRF-8265, Type II, Class 2, ColorBlack
Finish: Chemical conversion coating per MIL-DTL-5541, Type II, Class 3
Copper
Copper is tinned to prevent corrosion and specifed in ASTM B545
Type I (electrodeposited)
Type II (hot dipped)
Typical drawing callouts
Finish: Tin plate per ASTM B545, Type I
Paint
Paint is typically applied on top of a zinc or chem film coating for added protection and/or desired aestheics. On the drawing, specify the color (pantone) and any areas to be masked to remain unpainted.
Paint can be applied elexctrostatically, powder coated, or sprayed
Electrostatic
Provides good coverage
Powder coat
Tends to be thicker but tougher than spray (pay attention to tolerances)
Heat cured
Spray
Not as durable
Requires multiple coats
Typical drawing callouts
Finish: Paint per xxx, Color, Pantone 420 C, using paint per Item 3
xxx is a quality specification for painted surfaces which may include surface preparation and texture,
Item 3 is the callout in the Bill of Materials (BoM) for the paint material used
Hardware
Many times metal parts need to have hardware installed to attach to other parts or to be closed together. Some considerations to specify on the drawings:
Metric vs. SAE
Do not alternate between metric and SAE in the same design to avoid confusion and errors
Selection depends on the product industry, and client preference
Types
Extrude & Tap
PEM type hardware
Self-tapping
Torque Values
Typically based on size and material
Specify on drawing as applicable
Recommend an internal spec
Tooling
In order to fabricate parts, tooling is required on the brake presses or punches to get the right shape and/or bend.
Standard tooling
Tools the shop owns the tools and uses them for multiple customers
Most sheet metal shops will provide their standard tooling list to you
No tooling charges are passed onto you
Customer-specific tooling
Standard tooling ordered for your specific product and will only be used for your product
Depending on the shop
You may or may not own the tooling – this can affect tooling pricing
Tooling charges may be passed onto you
Lead times may increase
Custom tooling
Highly customized tooling
Potentially using atypical approaches for fabrication, which could be evaluated for alternate fabrication methods
All costs will be passed on to you, which could include design and process development time